












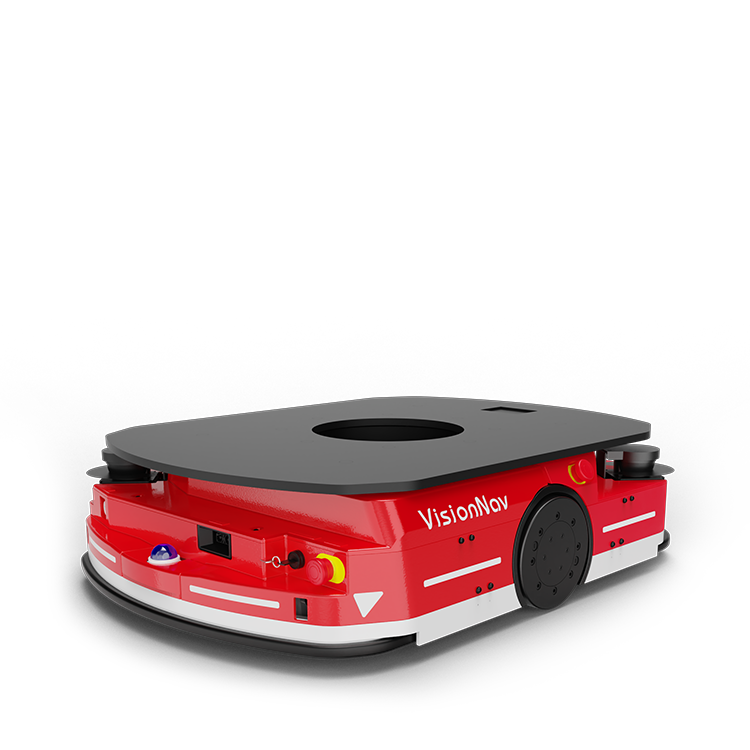

VNSL14
슬림 타입 스태커
중국 쑤저우에 위치한 한 유명 전선 제조 기업은 사업 확장에 따른 물류 운영 한계에 직면해 있었습니다. 기존 창고는 용량이 포화된 상태였으며, 각종 규격의 자재가 무분별하게 가득 쌓여 보관되고 있었습니다. 또한 기존 유인 지게차가 창고 내를 이동하며 작업을 수행함에 따라 공간 활용도가 낮고, 증가하는 물동량을 효과적으로 대응하는 데에도 한계가 있는 상황이었습니다.
이에 VisionNav Robotics는 현장을 종합적으로 검토한 결과, 고객의 작업 환경, 업무 프로세스, 자재 규격, 운송 효율 등 여러 요소를 고려하여 본 프로젝트에 'Turn-key(일괄 구축)' 솔루션을 제안했습니다. 본 프로젝트는 무인 지게차 + AS/RS 통합 구축으로, 핵심 장비인 와이드 포크 VNSL14팔레트 적재식 무인 지게차, 두 가지 규격의 전용 팔레트, 팔레트 리프트, 체인 컨베이어, 롤러 컨베이어, RCS 중앙 관제 시스템 등의 하드웨어 및 소프트웨어로 구성되었습니다. 이를 통해 원자재 입고부터 완제품 출고, 층간 자재 이송까지 전 공정에 걸친 물류 자동화를 구현했습니다.
프로젝트 주요 과제:
1. 전선 드럼 규격 다양성: 전선 드럼은 직경(500mm~1100mm)과 축 길이가 상이하여, 철제, 플라스틱, 목재 등 4종 이상의 재질과 크기가 혼재된 상태였습니다. 이에 대응하기 위해 표준화된 2종 전용 팔레트(Φ500/630 공용, Φ800/1100 공용)를 도입하고, 와이드 포크 VNSL14 무인 지게차를 적용하여 다양한 규격의 자재를 유연하게 적재·보관할 수 있도록 구성했습니다.
2. 층간 자재 이송: 절연 전선, 외장 전선, 케이블 드럼 권취기 등 다수 생산 라인 간 회전율이 높고, 1층 생산 라인과 2층 구역 간의 완제품 이송이 필요한 구조였습니다. 프로젝트 팀은 정밀 측량을 기반으로 맞춤형 리프트를 설계 및 설치하여, 1층에서 2층으로 연결되는 수직 물류 이송 통로를 구축했습니다.
3. 인력-설비 혼재 환경에서의 안전 확보: 현장은 작업자의 이동이 빈번한 환경으로, VNSL14 무인 지게차에는 안전 센서, 안전 매트, 비상 정지 버튼 등 다중 안전 장치와 UWB 무선 경보 모듈을 적용하였으며, 작업자가 미리 설정된 안전 거리 내에 접근 시 시스템이 자동으로 음향 및 시각 경보를 발생시켜 안전성을 확보했습니다.
4. 바닥 환경 개선: 현장 바닥은 침하 및 요철이 존재하는 상태였습니다. VisionNav Robotics는 평탄도 ±3mm/㎡, 마찰 계수 0.45~0.6, 틈새 20mm 이하, 단차 10mm 이하의 기준을 제시하고, 고객사와 협력하여 바닥 보정 작업을 수행함으로써 VNSL14 무인 지게차의 주행 안정성과 정밀도를 확보했습니다.
프로젝트 흐름
1. 원자재 입고: 원자재는 검품 완료 후 작업자가 PDA를 통해 입고 작업을 지시하며, VNSL14 무인 지게차는 탑재된 3D 레이저 내비게이션 기반으로 자기 테이프나 반사판 없이 자율 경로를 생성하여 입고 대기 구역으로 이동합니다. 차량에 탑재된 센서를 통해 전선 드럼의 실제 위치와 자세를 실시간으로 인식하고, 작업 위치에 일부 편차가 있어도 자동으로 차체를 조정해 포크를 정밀하게 삽입합니다. 이후 원자재를 입고 컨베이어로 이송하면, 해당 구간에서 바코드 스캔, 중량 측정, 외형 검사가 자동으로 수행되며, 최종적으로 자재는 AS/RS 내 지정된 저장 위치에 보관됩니다.
2. 원자재 출고-생산 라인 공급: 생산 라인에서 자재 요청이 발생하면 WMS 시스템이 출고 작업을 생성합니다. AS/RS가 원자재를 출고하여 컨베이어로 이송하면, VNSL14 무인 지게차가 시스템 작업 지시에 따라 하역 지점으로 이동하여 자재를 인수합니다. 이후 자재를 각 생산 라인의 버퍼 구역(투입 대기 구역)으로 운반하여 라인 공급을 수행합니다.
3. 반제품 입고: 생산 완료된 반제품은 VNSL14 무인 지게차를 통해 테스트 구역으로 이송되며, 검사 완료 후 AS/RS입고 구간으로 다시 이송됩니다. VNSL14 무인 지게차의 적재 정밀도는 ±20mm이며, 전용 팔레트의 위치 고정 설계를 통해 모든 팔레트의 정위치 적재를 보장합니다.
4. 완제품 입고-층간 이송: 완제품은 생산 후 고압 테스트를 거쳐 합격 시, 작업자가 라벨을 부착하고 입고 대기 구역으로 이송됩니다. 이후 VNSL14 무인 지게차가 완제품을 완제품 출고 대기 구역으로 이송하며 바코드 스캔, 중량 측정, 외형 검사를 수행합니다. 2층으로 입고되어야 할 완제품은 컨베이어를 통해 리프트 구간으로 이송되며, 리프트를 통해 1층에서 2층으로 자재를 이송합니다. 이후 RCS가 2층의 VNSL14 무인 지게차에 지령을 내려 완제품을 인수함으로써 완제품 층간 이송을 완료합니다.
5. 완제품 출고 및 선적: WMS에서 완제품 출고 작업이 생성되면, 완제품은 출고 컨베이어를 통해 하역 지점으로 이동합니다. 이후 RCS 시스템의 작업 지시에 따라 VNSL14 무인 지게차가 자재를 인수하여 출고 대기 구역으로 운반하며, 작업자가 이를 차량에 적재하여 선적합니다. 전체 공정 중 작업자의 개입은 입고, 품질 검사, 예외 상황 대응 등 일부 공정에 한정되며, 운반 및 출고 단계는 전면 자동화로 운영됩니다.
프로젝트 가치
* 작업 효율 개선: VNSL14 무인 지게차의 스케줄링 기반 자동 운송을 통해 생산 라인과 창고 간 물류 이동이 자동화되었으며, 작업자 개입 구간이 크게 감소하였습니다. 또한 가변 포크 폭 기능을 통해 다양한 규격의 자재를 단일 장비로 대응할 수 있어 운영 효율이 향상되었습니다.
* 작업 정확도 향상: 컨베이어에 구간에서 수행되는 바코드 스캔, 중량 측정, 외형 검사를 통해 규격 불일치 또는 오류 자재를 자동으로 이상(NG) 구역으로 분류합니다. 또한VNSL14 무인 지게차의 3D 레이저 인식 기능을 통해 자재의 자세를 사전 보정하고, 고정식 검사 설비와의 이중 검증 체계를 구축하여 작업 정확도를 향상시키고 에러 발생률을 1% 이하로 낮췄습니다.
* 층간 물류 자동화 구현: VNSL14 무인 지게차와 리프트를 연계한 운영을 통해 1층과 2층 간 물류 흐름이 자동화되었으며, 기존 인력 중심의 비효율적인 층간 이송 문제를 개선했습니다.
* 시스템 확장성: VNSL14 무인 지게차는 확장성이 높아 향후 물동량 증가 및 사업 확장에 따라 유연한 증설이 가능하며, 데이터 기반 물류 운영 체계로의 전환 기반을 확보했습니다.
이와 같이 'VNSL14 무인 지게차 + AS/RS + 컨베이어 + 리프트 + RCS2.0 지능형 스케줄링'을 통해, 기존 인력 중심 운영에서 자동화 기반 운영으로 전환하고, 단일 층 중심 물류에서 다층 물류 체계로 확장하는 데 성공적으로 기여했습니다.